全国客服热线:
188 4287 5901

全国客服热线:
188 4287 5901


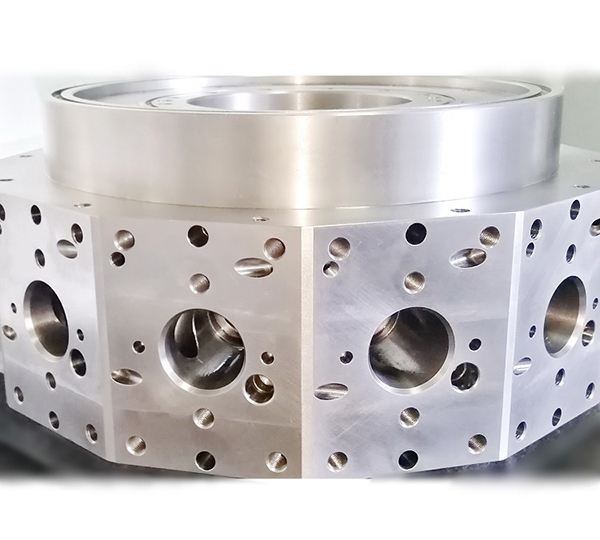
为了加工出合格的零件,必须从毛坯上切去的那层金属的厚度,称为加工余量。加工余量又可分为工序余量和总余量。某工序中需要切除的那层金属厚度,称为该工序的加工余量。从毛坯到成品总共需要切除的余量,称为总余量,等于相应表面各工序余量之和。
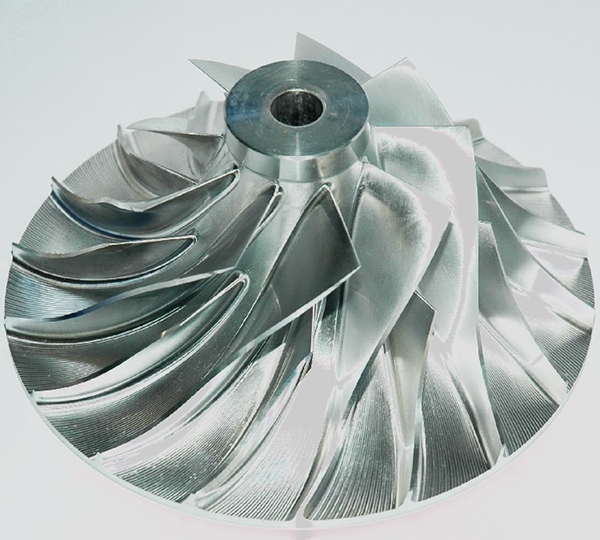
在大连机械加工工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。
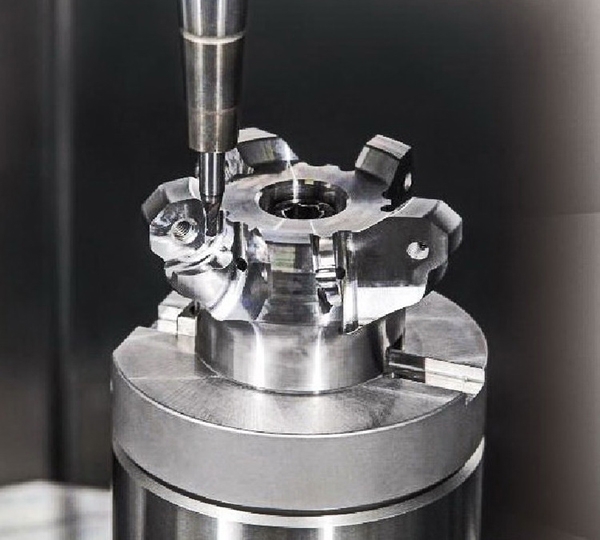
在粗加工之后和精加工之前,还应安排低温退火或时效处理工序来消除内应力。为了保证加工精度,粗、精加工最好分开进行。因为粗加工时,切削量大,工件所受切削力、夹紧力大,发热量多,以及加工表面有较显著的加工硬化现象,工件内部存在着较大的内应力,如果粗、粗加工连续进行,则精加工后的零件精度会因为应力的重新分布而很快丧失。对于某些加工精度要求高的零件。
在大连机械加工工艺路线中,常安排有热处理工序。热处理工序位置的安排如下:为改善金属的切削加工性能,如退火、正火、调质等,一般安排在机械加工前进行。为消除内应力,如时效处理、调质处理等,一般安排在粗加工之后,精加工之前进行。


地址:辽宁省大连市金州新区拥军路金发地大市场旁瑞贤达塑料院内